

全部商品分類
-
- 品牌精選
-

-
- 品牌精選
-
-
- 品牌精選
-








ISO、CIE和AATCC的白度計算公式各有定位和應用場景,它們共同構成了白度測量的標準體系。理解它們的原理差異和適用范圍,有助于在實際工作中做出恰當選擇。
一、三大白度計算體系的起源與定位
白度計算是色彩科學和工業質量控制的核心技術,不同組織根據各自應用領域制定了特定的白度計算公式。ISO(國際標準化組織)的白度標準主要服務于造紙、塑料等材料行業,其標志性的藍光白度(R457)? 通過測量457nm波長的藍光反射率來定義白度。
這種方法基于一個物理原理:材料表面越白,對短波藍光的反射能力就越強。
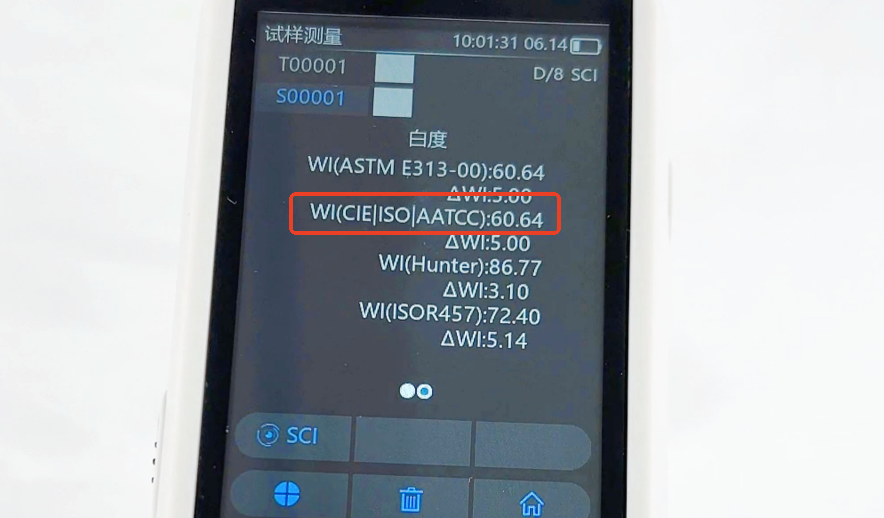
CIE(國際照明委員會)作為色彩科學的權威機構,推出了甘茨白度公式(CIE白度),這是一個基于人眼視覺感知特性的綜合評價體系。
該公式同時考慮了顏色的明度、色調和飽和度,更符合人眼對白色的真實感知,在科研和高精度顏色測量領域廣泛應用。
AATCC(美國紡織化學師與印染師協會)則專注于紡織品行業的特殊需求,采用了CMC色差公式作為白度評價基礎。
該公式特別優化了紡織品的色差容差范圍,考慮了紡織品表面紋理和結構對視覺感知的影響。
二、核心公式的數學原理與計算方式
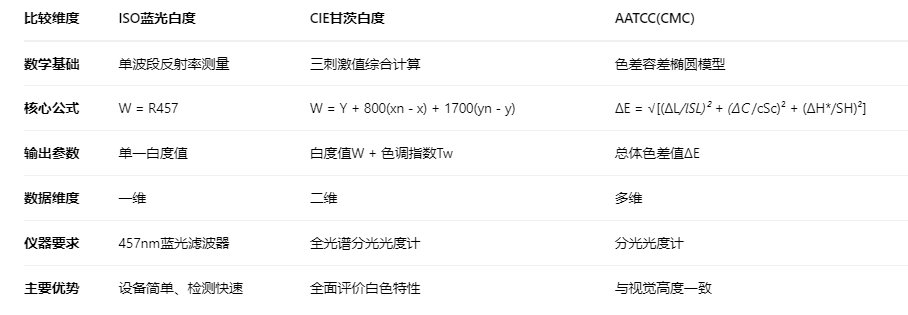
ISO藍光白度公式是最為直接的計算方法,表達式為 W = R457,其中R457表示材料在457nm波長下的反射率。
這種方法的優勢在于設備簡單、操作便捷,適用于生產現場的快速檢測。例如,在造紙廠中,通過便攜式白度儀可即時獲取紙張的ISO白度值,為生產控制提供實時數據。
CIE甘茨白度公式則更為復雜:W = Y + 800(xn - x) + 1700(yn - y),并附帶淡色調指數Tw = 900(xn - x) - 650(yn - y)。
其中Y代表明度,x、y為樣品的色品坐標,xn、yn為標準照明體的色品坐標。該公式的創新之處在于引入了色調指數Tw,當Tw>0時表示樣品偏綠,Tw<0時表示偏紅,這為白度評價提供了更豐富的色彩信息。
AATCC采用的CMC公式基于CIE LCh色彩空間,表達式為 ΔE = √[(ΔL/lSL)2 + (ΔC/cSc)2 + (ΔH/SH)2]**,其中SL、Sc、SH是明度、彩度和色相的加權函數。
在紡織品檢測中,通常設定參數l=2,c=1,即CMC(2:1),這是因為人眼對明度變化的敏感度是色相變化的兩倍。
以下表格清晰對比了三種白度計算公式的核心特性:
三、各公式的適用領域與局限性
ISO藍光白度在造紙行業應用廣泛,簡單高效是其最大優勢。當生產線上需要快速檢測大量樣品時,ISO白度能夠提供即時數據,幫助操作人員及時調整工藝參數。
然而,這種方法無法區分材料的本質白度和熒光增白劑帶來的增白效果,對高精度要求的應用場景顯得不足。
CIE甘茨白度適用于需要全面評價白色特性的領域,如高端涂料、精密塑料制品等。
其優勢在于能夠同時評估白度程度和色調偏向,為產品開發提供更全面的數據支持。不過,該公式對儀器和測量環境要求較高,需要精密的實驗室條件,成本相對較高。
AATCC的CMC公式專門針對紡織品行業的特點進行了優化,考慮了織物表面紋理、結構和熒光增白劑的影響。
在紡織品檢測中,CMA(2:1)參數設置能夠準確反映人眼對織物白度的感知,特別適合評估經過多次洗滌后紡織品的白度變化。然而,這種專用性也限制了其在其他行業的應用。
四、實際應用中的選擇策略
在選擇白度計算公式時,首先考慮行業規范和產品特性。造紙和紙漿行業通常采用ISO藍光白度,因為該行業已有成熟的基于R457的質量標準體系。
而紡織行業則更多采用AATCC標準,特別是涉及白色紡織品或熒光增白織品的評價。
對于科研和精密制造領域,推薦使用CIE甘茨白度,因為它提供的數據維度更豐富,支持更細致的品質分析。
當需要跨國、跨行業數據比對時,最好同時測量多種白度值,并在報告中注明所使用的標準和測量條件,以確保數據的可對比性。
考慮成本效益平衡也很重要。常規工業檢測可選用基于ISO標準的便攜式白度計,而研發和高質量要求領域則應投資全光譜分光光度計,后者能同時提供多種白度數據。
五、常見問題與解決方案
不同公式數據不可比是常見問題。解決方案是建立內部換算標準,通過大量樣品測試找出不同公式結果之間的相關關系。
例如,某些研究表明,對于特定類型的紙張,CIE白度與ISO白度之間存在一定的線性關系,可以進行近似換算。
含熒光增白劑材料的測量需要特別注意。常規的ISO藍光白度會高估熒光增白材料的表現,而CIE白度能更真實反映其視覺白度。
對于這類材料,應選擇具備紫外調節功能的儀器,并控制測量條件的穩定性。
當供應鏈中各方使用不同標準時,應在技術協議中明確白度測量方法和可接受范圍,必要時提供標準樣品作為比對基準。
定期開展實驗室間比對活動,確保測量結果的一致性。
400-888-5135
地址:廣州市增城區低碳總部園智能制造中心B33棟6層
電話:020-82880288 (0755)26508999 (0755)27198826
手機:13500023589
郵箱:3nh@3nh.com
Copyright ? 1998-2025深圳市天友利標準光源有限公司 旗下123儀器網 版權所有
主要產品系列:色差計,色差儀,國產進口色差計,便攜式色差計,手持式色差計,標準光源對色燈箱,分辨率測試卡,色卡
12317儀器誠信聯盟核心成員 站點地圖
![]()










